Blog
Technical articles on AI inspection, process correlation, and quality engineering for casting and forging operations.

OPC-UA in a Foundry: What the Spec Doesn't Tell You
OPC-UA 1.05 looks straightforward on paper. On a casting floor with 20-year-old PLCs and mixed vendor equipment, the edge cases multiply quickly.

Shrinkage vs. Gas Porosity: Why the Distinction Matters for Detection
Foundry QC reports often lump all subsurface voids together. The two types have different root causes, different process signatures, and require different detection approaches.

Billet Temperature Variance Is Upstream of More Defects Than You Think
Most HPDC process engineers focus on shot parameters. In our deployments, billet temperature variance shows up as a confounding variable in 34% of cold shut and misrun events.

Why Generic Computer Vision Models Fail on Foundry Parts
Industrial inspection systems trained on ImageNet-derived architectures consistently underperform on metal casting surfaces. The domain gap is larger than most ML engineers expect.

PPAP Sampling Is Not a Quality System - It's a Starting Point
The AIAG PPAP manual sets minimum submission requirements. It does not define an ongoing control strategy. Most Tier 2 casting suppliers treat submission approval as the finish line.

Selecting Vision Hardware for Foundry Environments: IP67 Is Necessary but Not Sufficient
IP67 sealing protects against water immersion. It says nothing about thermal shock, vibration, electromagnetic interference from induction heaters, or aluminum flash deposits on lens housings.
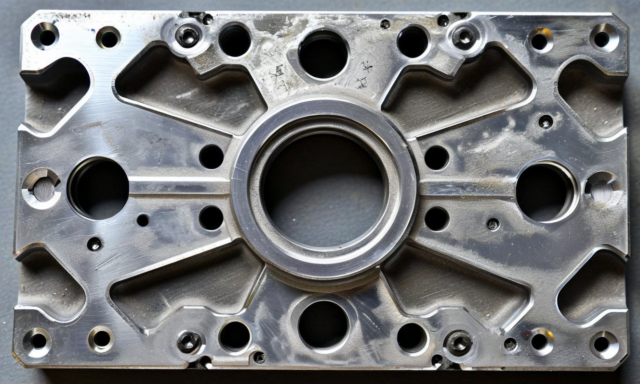
Die Wear Detection: How Vision Inspection Catches Dimensional Drift Before Scrap Climbs
Most foundries discover die wear when scrap rates rise. By then, hundreds of out-of-tolerance parts have been produced at full production cost. In-line monitoring changes this calculus.
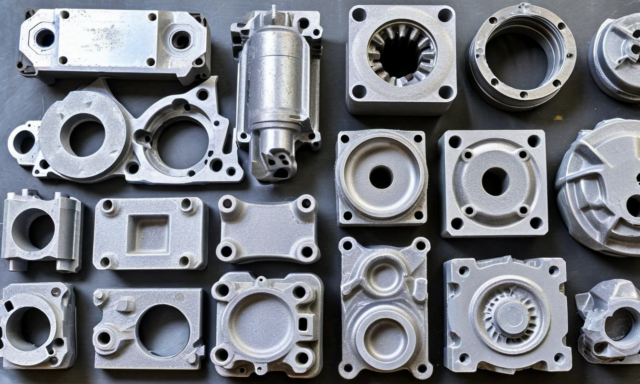
Sand Casting vs. Die Casting: How Defect Profiles Differ and What That Means for Inspection
Sand casting and HPDC produce fundamentally different defect profiles requiring different inspection approaches. A direct comparison of dominant defect types, detection methods, and process control considerations.

How to Build an In-Line Inspection Control Plan for HPDC
Adding in-line vision inspection without a proper control plan produces data without decisions. The control plan defines what you inspect, when you reject, and how you respond to control chart signals.

The Case Against Manual Visual Inspection for Casting Quality
Manual visual inspection is the primary quality gate at most foundries. Detection rates for skilled inspectors run at 60-75% in production conditions. The industry has normalized this failure rate without examining the alternative.
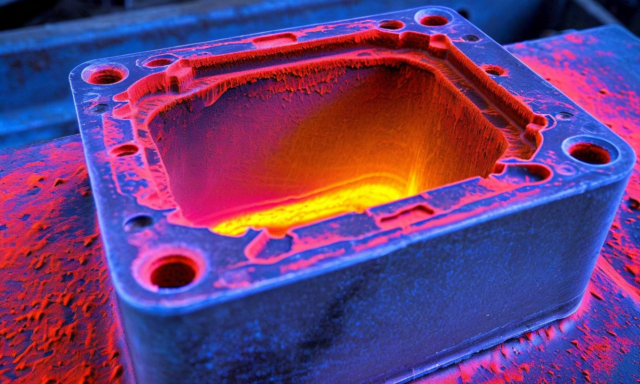
Thermal Imaging for Die Casting: What It Reveals That Visible Light Cannot
Thermal imaging captures die temperature distribution, solidification patterns, and cooling channel effectiveness. Not a replacement for surface inspection - a complementary process control layer.

Closed-Die Forging Defects: Underfill, Laps, and Folds - Detection and Root Cause
Each of the three signature forging defects has a distinct mechanism in the die fill sequence. Identifying the defect type correctly determines whether the fix is a die change, billet prep change, or lubrication adjustment.
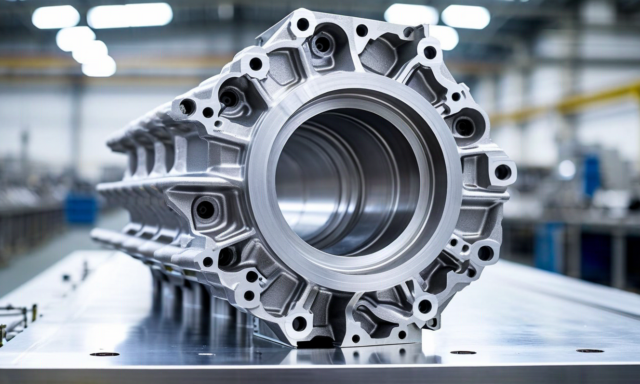
EV Structural Casting Quality Requirements: What Changes vs. Traditional ICE Castings
Battery enclosures, giga-castings, and motor housings face quality requirements that differ from ICE powertrain castings. The implications for inspection approach and supplier capability are significant.

Reducing Casting Scrap Rate: Where to Start When Everything Seems to Be a Factor
Scrap rate reduction is often approached as a general initiative. A structured diagnostic framework for identifying which variables are actually driving your scrap rate and where to focus corrective effort.